
En intressant historia talar för själv. Fotograf Carl-Fredrik Olsson. Foto och text Hans Bramer.
Hans berättar: jag, Hans Bramer född 1943, tillbringade mina femton första år i Borrby på Bagaregatan 21. Mitt intresset för Borrbys historia är stort. Jag ska nu återge två intervjuer. Den första gjordes med min farfar Hans Bramer (1879-1956). Den andra gjordes med min far Hilding Bramer (1912-2006).
Intervju med Hans Bramer (1879-1956) publicerad i YA mars 1950.
Tunnbinderiet, ett yrke på väg att försvinna!
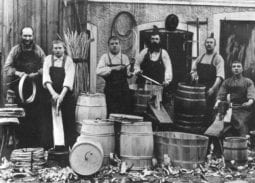
Ingen lär mera yrket från begynnelsen och de enda som numera i större utsträckning anlitar tunnbindaren, är mejerierna för sina drittlar. Det kan alltså vara av intresse att titta på de få utövare som ännu finns. Ett besök gjordes hos tunnbindarmästare Hans Bramer i Borrby. Något utdöende yrke kunde man inte spåra hos honom. Tillverkningen var i full gång. Vid vars ett fönster stod herr Bramer och hans son och trollade samman runmärkta smördrittlar med en fermitet, som var förbluffande. Det var nästan med en kraftansträngning herrarna lyckades stoppa upp arbetstakten för en liten pratstund. Visst har vi att göra, säger gamle mäster, men karaktären av tunnbinderi finns snart inte längre över en sådan här verkstad. Monteringsverkstad borde det snarare heta. Inte ens försäljningsmässigt kan vi numera konkurrera med varandra, ty allt material till drittlarna anskaffas och utlämnas av mejeriförbundet. Det är endast sammanfogningen som vi har betalt för per drittel räknat. Stav, band och bottnar är slutgiltigt utformade i förväg på fabrik. Vi är alltså snarare löntagare, som på ackord utför ett arbetsmoment för ett storföretag. Det rena hantverket med hantverksmässig tillverkning av produkten är snart en saga all, men sådan utveckling tillhör tidens gång…
Och liksom i fänrik Ståls sägner återgår mästers tanke till flydda tider, som visst inte alltid var så skonsamma mot den i hantverket sysselsatte, men som dock gav något väsentligt, yrkesstoltheten. Så låter vi mäster berätta.
Billig arbetskraft.
När jag kom i lära, fick jag mest passa upp de första åren, det brukades så på den tiden och arbetskraften var billig. Någon gång fick jag följa med i skogen för att hämta kubb, som sedan skulle klyvas till stav, som sedan blev t ex. drittlar. Smördrittlarna ställdes vissa fordringar på, då som nu, de får inte ge ifrån sig någon smak och är därför av bokträ och det är så kittsligt att en gång använd kan en smördrittel icke på nytt användas för samma ändamål. Materialet hämtades alltså i de stora skogarna, som tillhörde godsen, och hela vintrarna flyttade stavhuggarna från plats till plats i skogen och klöv boke. Men det gjordes även annat på den tiden, ja frågan är, om inte drickaankare var den stora schlagern. Bryggerierna distribuerade sitt dricka i tio-femton liters kar eller som det hette ankare, och dessa fick ganska ofta repareras eller ersättas. Ett hundratal sådana kar av ekträ var förbrukningen per år vid ett medelstort bryggeri. Sedan hade vi baljorna, som gjordes av furuträ. De stora vattentunnorna var också en god artikel. Det var ganska vanligt att mäster körde till marknaderna med ett stort lass av sina alster. På sådana resor har jag varit med som läropåg. Man fick passa hästarna, men också sälja. Där var baljor och salte-kar, hushållskärnor och spannar, de senare vackert grönmålade med svarta band och kommersen gick alltid bra. Nyttosakerna var det egentliga, en marknadsbesökare tänkte på då för tiden. Jag kom i lära i Sjöbo, så vi bodde granne med marknadsplatsen. Den sidan av kunskapen är mig alltså inte främmande.
Djupast i minnet
…. sitter dock förhållandena på verkstaden. Utom mäster brukade det finnas tre läropojkar och två gesäller. Arbetstiden var lång och krävande men man kunde givetvis inte hålla våra dagars uppdrivna arbetstakt. Klockan sex var mäster i verkstaden med alla sina underställda och arbetet i full gång. Arbetsdagen varade till klockan åtta, på kvällen. Några egentliga raster vankades det inte. Vid middagstid, då man fått sig till livs, kunde det inträffa en liten paus på fem eller tio minuter, men så kom mäster farande och satte igång. Han försvann snart in i kakelugnsbänken, så en timme gick arbetet trögt. En gesäll med biträde av läropojken gjorde 30, högst 35 drittlar men så skulle han arbeta upp träet och utföra alla arbetsmomenten, ja t.o.m. ibland skära vidjorna till banden. Redan på min tid som gesäll började fabrikerna tillverka stav. Jag arbetade några år vid Åstorpsfabriken, där man framställde ovala kärl för margarin, stavstämpeln var ”Pellegrin” och mycket annat. Den fabrikationen är ju helt ur marknaden och margarinet förpackas nu i lådor. Materialet för smördrittlarna började man på slutet av nittiotalet att framställa vid Klostersågen. Det var inte annat än halvfabrikat, ty kröningen (skåran för bottnarna) och skråddningen (förtunningen på staven ovanför bottnen) fick tunnbindaren utföra själv. Andra kärl gjordes då som nu helt hantverksmässigt. På den tiden vi gjorde dritteln själva helt igenom kostade den 40 öre, en siffra som talar om, hur allt är annorlunda nu. Nu har jag varit i Borrby sedan 1913 på hösten, då gjorde jag mäskekar och kaggar i stor utsträckning och drömde väl inte om, att sluta som ”drittelmontör”. Men minnena kan ingen utveckling ta ifrån mig. Den glada gesälltiden berättade jag just idag om för Hilding, min son. Det var bl.a. en för den tiden typisk episod. Vi voro fyra gesäller, som gav oss ut på vandring. Reskassan tillsköts lika och var gemensam. Vi gick från Åstorp till Malmö, där fanns det två platser lediga. Tillsättningen skötte vi själva genom lottning. Några betyg visades inte fram. Med den gemensamma kassan fortsatte de två kvarvarande till Skurup, där lotteriet upprepades. Om det fanns så mycket kvar av den gemensamma kassan för den fjärde när han styrde sina steg mot Ystad, vet jag inte men där fick han plats vid sockerfabriken. Nu bor han i Tomelilla och monterar drittlar liksom jag.
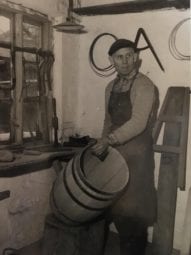
Och så sätter mäster igång igen med bandhake och drivbult och dritteln snurrar på sin bock och blir allt mera komplett. Och för varje varv skymtar stavstämpeln fram ”Swedish Butter”.
Intervju med min far Hilding Bramer (1912-2006), Folklivsarkivet i Lund 1967.
Hilding Bramer har varit tunnbindare i andra generationen. Hans fader, Hans Bramer, var född 1879 i Rydsgård och började ca 13 år gammal som lärling hos tunnbindare Ljunggren på samma ort. År 1913 kom Hans Bramer till Borrby, dessförinnan hade han dock haft eget tunnbinderi i Löderup. Det fanns ytterligare en tunnbindare i Borrby, men denne tillverkade endast baljor. Redan under skoltiden hjälpte Hilding Bramer till i sin faders verkstad. Han fick då ”resa drittlar”, vilket ansågs vara det första en nybörjare skulle kunna klara av. När han så slutade skolan, ungefär 1926, fick han helt gå i lära hos fadern. Arbetsstyrkan omfattade då 4 man, varav ytterligare en son till Hans Bramer. En av verkstadens mest tillverkade produkter var smördritteln, vilken gjordes på följande sätt. På ett cirkelformat järnband sattes en ”klämma” av trä (kam-liknande), vilken skulle tjänstgöra som stopp. Mot klämman placerades första staven och undan för undan fylldes ringen ut med ”stäver”. Man sade att man ”reste dritteln” eller ”staplade stäver”.
Stäverna köptes under faderns, Hans Bramer, första tid från s.k. ”stavhuggare” vilka under vintern högg bok i skogarna på Kronovalls och Christinehofs gods och sedan förvandlade bok-kubbarna till stäver. I slutet av 1890-talet började Klostersågen tillverka stäver. Tunnbindaren jämnade och putsade till stäverna med ”bandknivar”, vilka var av två typer. Den ena typen hade ett handtag i varje ända av knivbladet, som dels kunde vara böjt, s.k. ”krumkniv”, och dels vara rakt, s.k. ”rättkniv”. Med dessa putsades stäverna invändigt. Den andra typen var försedd med endast ett handtag, kallades ”studsare” och användes till att jämna inre delen av stavens överkant.
När dritteln var rest hölls den ihop av järnband. Dessa drevs ner över stäverna genom att man satte en järnskodd ”drivring” av bok mot järnbandet och hamrade på denna. När man kom till bottenändan vändes denna upp och surrades ihop med en s.k. ”surr”, så att stäverna verkligen kom att sluta tätt intill varandra. Järnbanden köptes galvaniserade eller som svart järn, under Hilding Bramers tid, från järnhandel. På sitt arbetsbord i tre avsatser hade Hans Bramer satt fast en järnräls överst, på vilken arbetet med järnband utfördes. Bandet klipptes av med bandsax till önskad längd eller också högg man av det med mejsel med rälsen som underlag. Bandändarna lades över en järnbit med hål i och med en ”dor” (dorn) slogs motsvarande hål i ändarna, som sedan nitades samman. De staplade stäverna ”simmades” (hyvlades) upptill jämna med en s.k. ”simhyvel”.
På dritteln var järnbandens funktion endast att hålla samman under arbetet med kärlet. De byttes i ett senare skede ut mot pileband. Också dessa drevs ner men här hamrade man på en ”drivbult”, av samma form som en drivring men utan järnskoning. Möjligen kunde den vara försedd med en järnring upptill som skydd mot alltför stor nötning av hammarslag. Det överst pilebandet, det s.k. ”laggabandet” skulle ligga precis i höjd med stävernas övre kant, varför det inte kunde drivas ner utan drogs på plats med en ”bandhake”. Pilebanden var förr helt och hållet en hemmaprodukt. Fadern, Hans Bramer, skar själv pilekäppar, bl.a. i markerna kring Svaneholm och Snogeholm. Den pilesort man tog av, stod på sankmark och växte rakt upp med sina grenar, eventuellt har den gått under namnet ”buskapil”. Pilekäpparna lades i blöt för att barken skulle släppa och för att de skulle bli mjuka. De klövs sedan mittitu på längden till band. Till detta hade man en speciell hammare, en s.k. ”dexel”, med stort böjt huvud och knivskarp egg. Det gick till så att man högg ett hack i ytterändan av käppen och sedan med något knyckiga handrörelser bröt hammareggen genom käppen, så att den splittrades mittitu.
I Ljunggrens tunnbinderi i Rydsgård fanns under Hans Bramers lärotid en man som hade detta som sin enda arbetsuppgift.
Hilding Bramer har alltid importerat pilekäppar från bl.a. Holland, Polen och Tyskland, där man har specialodlingar för denna avsättning. Pilebanden filades invändigt med bandkniv och böjdes mellan pinnar som slagits ner i en bräda. Till slut kunde banden sättas ihop till en ring. Med kniv skars ett hack i ena ändan, bandet lades runt den resta dritteln, tunnbindaren måttade och satte sin tumnagel, där hacket på andra änden skulle vara. De båda hacken fogades i varandra, ”ändarna spändes ihop”, och vreds runt varandra. Under detta sista moment höll tunnbindaren ringen mellan knäna. Pileband var längst i användning på drittlar, medan det på andra kärl tidigare konkurrerades ut av järnband.
Dritteln skulle upptill, nertill och invändigt förses med en skåra, i vilken sedan lock respektive botten passades in. Skåran kallades ”krösning” och utfördes med en s.k. ”krösasåg” eller ”laggasåg” (samma redskap). De stäver som Klostersågen tillverkade var först okrösade, så att tunnbindaren själv fick krösa dem. Längre fram i tiden levererades de dock med krösning. För att göra lock och botten till dritteln tog man den inre diametern i krösningen med en passare, en s.k. ”cirkel”. Måttet skulle alltid utgöras av 5 lika stora ”stick”. (= 1 stick varierade från kärl till kärl). Sticken slogs sedan ut till en cirkel efter vilken botten och lock sågades upp i bänken. De bestod av raka bräder som hölls ihop av spik med spets i båda ändar. För att kunna kilas in i krösningen spetsades lock och botten i ytterkanten. Botten lades i inifrån och locket slogs in i övre krösningen uppifrån, där stäverna var förtunnade, ”skrådda”. Dritteln levererades med locket islaget för att inte bli dammig invändigt.
En smördrittel skulle rymma 50 kg smör plus lite ”andrum”. Detta krävde att stäverna var riktigt bukiga, något som det ibland slarvades med i fabrikstillverkningen. För att kontrollera att dritteln fick rätt rymd, hade Hans Bramer ett hemmagjort mätverktyg av två gängade träpinnar (som en enkel passare). Pinnarnas fria ändar placerades i den övre respektive undre krösningen och stämde rymden skulle den gängade delen precis stöta i drittelväggen mittemot på halva höjden. Finputsning av stäverna skedde också när dritteln var rest och försedd med beslag. Den lades då på bänken och en hyvel, en s.k. ”spockskiva” stacks in. (Lock och botten var alltså inte isatta). Man hyvlade med cirkelformiga rörelser och höll spockskivan med bägge händer. En liknande finslipning utvändigt gjordes med ”spockhyvel”.
Materialet i drittlar var alltid bok, som saknar garvsyra. Garvsyra hade satt smak på smöret. Under andra världskriget började mejeriförbundet med att själva skaffa fram material, stäver, band och bottnar, för att kunna pressa ner priserna. De olika delarna levererades klara att sättas ihop till tunnbindaren, som på så sätt närmast blev montör. En stav i varje drittel bar respektive mejeris namn i stämpel. Drittlarna var avsedda för mejeriernas export av smör och försvann när man även till utlandet började sälja smöret uppstyckat i bitar. Bramers höll Borrby, Gärsnäs och Löderups mejerier med drittlar tills de slogs samman till ett och flyttades till Lunnarp. De sista åren som Hilding Bramer gjorde drittlar betalade mejeriet ca 2 kr styck i ren arbetskostnad. Ungefär 3 drittlar i timmen kunde han göra.
Om mejerierna var den ena storkunden var bryggerierna den andra. Bramers tillverkade drickaankare i ek till bygdens bryggerier. Liksom ifråga om mejerierna gällde här regeln att om man en gång fått tillverkningsuppdraget så stannade det inom verkstaden. Drickaankarna kom så småningom att ersättas med glasemballage, varför efterfrågan upphörde. Arbetsmomenten vid tillverkning av drickaankare var i princip de samma som vid drittlar. Ek-stäverna var dock kraftigare och speciellt i ett avseende mindre lätta att bearbeta. När bottenändan skulle surras kunde detta inte ske direkt med surren. Stäverna måste först värmas upp så att de blev mer böjbara. Det halvfärdiga drickaankaret pallades upp på tegelstenar över ett järnrör i den öppna skorstenen. När man eldat en stund var träet tillräckligt böjligt, man surrade bottenändan och kylde sedan av för att obehindrat kunna handskas med ankaret. Avkylningen skedde i ett laggat kar med vatten som stod i verkstaden. Karet var inte särskilt stort så man fick doppa en ände i taget. Leveranserna av drickaankare behövde inte tunnbindaren befatta sig med. Bryggerierna hämtade dem själva, först med hästskjuts och senare med lastbil.
Drittlarna till mejerierna skickades en tid per järnväg och då fick tunnbindaren själv forsla dem på dragkärra till stationen, vilket skedde 1 gång/vecka. Senare kombinerade mejerierna mjölkhämtningen i bygden med drittelhämtning, viket gjordes med lastbil. Det var mejerierna som gav de största inkomsterna. Antalet drittlar som skulle tillverkas varierade alltefter mjölkproduktionen under olika årstider.
Förutom dessa båda produkter, drickaankare och drittlar, gjorde man kärl till traktens befolkning. Denna del av produktionen kallade man ”hushållsarbetet”. Kunden kom själv till verkstaden och gjorde sin beställning, oftast gällde det en standardtyp men även speciella önskemål förekom. Under hösten beställde en del saltekar inför julens slakt. Saltekaren var 1 meter långa och kostade på 1930-talet mellan 40 och 50 kronor. Tvättbaljor av furu var en annan produkt. Fadern, Hans Bramer, hade före sonens tid tillverkat smörkärnor och ännu tidigare, under sina läroår, varit med om att göra vattenspannar, vilka dock tidigt ersattes av galvaniserade. För insaltning av sill och ål beställdes kaggar. Sillkaggarna var bukiga, medan ålakaggarna hade formen av en bytta, smalnade av uppåt för att ålen inte skulle flyta upp utan bli liggande nere i laken. Denna senare kagge hade lock och 2 öron. I ek gjordes mäskekar till dem som bryggde hemma och tidigare också stärkelsekar, då en del hushåll gjorde stärkelse av riven potatis.
Drickakaggar tillverkades också åt enskilda. Sista stadiet i arbetet med kaggen var hålet. Detta borrades med en s.k. ”sprundsborr” som gav ett koniskt hål, d.v.s. samma form som tappen hade. Hålet placerades i den s.k. ”sprundsstaven”, som måste vara av perfekt virke för att klara påfrestningen.
Ibland måste man själv forma stäverna till ett kärl. Till detta hade man mallar, efter vilka stäverna hyvlades till. Hyvlingen utfördes på en s.k. ”handbom”, vars ena ände vilade på golvet och den andra på en bock. Hyveljärnet satt ungefär mittpå bommen. På mallarna stod med blyerts antecknat vilken diameter på kärlbotten som respektive mall gav. För ovala kärl fanns ”dubbla” mallar, d.v.s. mallens ena sida gav kärlets långsida, medan den andra mallsidan gav kärlets kortsida. Ifråga om ovala kärl fick botten göras på ett något annorlunda sätt än när det gällde de runda. Bottenbräderna lades ovanpå kärlöppningen vars kontur ritsades av direkt på bräderna, måttet justerades sedan med hänsyn till krösningen.
I Hans och Hilding Bramers utrustning ingick 2 stycken handbommar. Den ena av dessa var något större och bl.a. avsedd för tillverkning/hyvling av de 3-4 meter långa stäverna till vattentunnor. För att dessa stäver inte skulle stöta i golvet och ”stanna upp” när man strök dem mot hyveln, fanns det på bommens undersida en inskärning, bommens nedre ända lyftes upp och lades på en låda, som vilade mot denna inskärning. Stäverna kom så att löpa fritt ett längre stycke. Dessa vattentunnor använde bönderna när de körde ut vatten till sina kreatur. En tunna rymde ca 1000 liter vatten och Bramers kunde få beställning på 10-12 stycken/år. När en vattentunna skulle resas fick 2 man hjälpas åt. Den ene mannen ställde sig på loftet ovanför verkstaden, trappan upp fick tas ner och den andre mannen stod på verkstadsgolvet. Under övriga moment kunde man ha tunnan liggande på golvet. Vid krösning av större kärl använde man en krösasåg med långt skaft, vilken låg tvärs över kärlet och vilade på väggen mittemot det ställe där man krösade. Skaftet låg dock aldrig still utan roterade vartefter sågen fördes runt kärlets innerkant.
All försäljning till hushållen skedde i tunnbinderiet och mot kontant betalning. Undantagsvis kunde ålafiskare lämna ål som betalningsmedel. Av saluområdet begränsades av att det i Tomelilla, Ystad och Simrishamn och (som det först på 1960-talet har visat sig i ) Järrestad, fanns andra tunnbindare.
Under sina första år i yrket var Hans Bramer med om att sälja målade vattenspannar på marknader. ”Hushållsarbetet” upphörde successivt. Längst varade efterfrågan på silla- och åla-kaggar. Det var alltså för tillverkning av dylika kärl som Hilding Bramer i huvudsak använde de många tunnbindarverktygen under senare tid.
Valet av virke var viktigt och det var 3 träslag som man använde: bok till drittlar, ek till ankare och furu till baljor. Bok och ek kunde man skaffa från närliggande skogar och köpet av bok gick alltså ursprungligen via stavhuggare. Hilding minns hur fadern en gång köpte en 3 meter lång ekestock i Gislövs Stjärna som skulle användas till vattenkaggar. Stocken fick ligga i det närmaste ett år för att saven skulle gå ur den. Furu fick man skaffa från annat håll. I Borrby fanns ett trävarubolag som sålde kärnträ under namn Kalmarträ.
Bramers verkstad låg i faderns hus (Kvarngatan 3) och var ca 25 kvm stor. Förutom denna behövdes stora utrymmen för att lagra dels färdiga drittlar och dels material. Någon gesällkammare behövdes inte, den ende i arbetsstyrkan som inte tillhörde familjen, bodde i eget hus i Borrby. Arbetstiden var under Hilding Bramers tid från klockan 7 till klockan 17, medan fadern tidigare inte slutat förrän bortemot klockan 20 på kvällen.
Under Hilding Bramers tid som lärling fick mannarna betalt efter vad kärl de tillverkade. 5 drittlar om dagen skulle han göra för kost och logi, sedan betalades varje ytterligare drittel med 25 öre.
Hans Bramer avlade både gesäll- och mästareprov, till det förra fick han tillverka ett drickakärl. Under gesälltiden arbetade han ett slag i Åstorp där man gjorde mejerikaggar, som drittlar fast ovala, för Pellerin. I den verkstaden arbetade mellan 30 och 40 man men produktionen var ojämn från tid till tid, varför arbetsstyrkan ibland fick skäras ned.
Gesäller gav sig ibland ut på vandring. En gång var de 4 stycken, varibland Hans Bramer, som drog iväg med en gemensam reskassa. Vartefter de nådde ett tunnbinderi som behövde en extra man, drog de lott om vem som skulle få stanna, medan de kvarvarande fortsatte med resten av kassan.
Hans Bramer tillverkade sina verktyg själv och valde till dem vit- eller ris-bok, som var ett hårt omtyckt material. Till delar i järn anlitades ortens smed. Även mallarna till stäverna gjordes hemma. Hans Bramer slog upp en cirkel på golvet och skar till en mall. Någon förändring i redskapsbeståndet har inte skett sedan Hilding Bramer började hos fadern. Det enda nya är att vissa redskap började fabrikstillverkas. Så var t.ex. spockhyveln hos Bramers fabriksgjord, medan spockskivan var av Hans Bramers hand.
Bramers hade ingen firmastämpel. Ifråga om drittlarna kunde man bestämma vilken tunnbindare som gjort dem med ledning av mejeriets namnstämpel. Var en drittel märkt med Borrby mejeris namn visste man att det var Bramers som gjort den. Ibland använde dock fadern en stämpel med ”H Bramer” på ekekaren.
Under 1950-talet övertog Hilding Bramer successivt verkstaden och arbetade där alldeles ensam (fadern dog 1956). 1960 upphörde han med tunnbinderiet p.g.a. bristande lönsamhet. Han fick då anställning som ombud för Arbetsförmedlingen, blev bibliotekarie samt fick en del andra uppgifter inom kommunen. Redan innan dess hade han skaffat eget hus, varför han sålde faderns gamla inklusive verkstaden.
En fullständig redskapsuppsättning från tunnbinderiet donerades, i början på 60-talet, till Österlens Museum i Simrishamn.
Hans avslutar: det är mycket med siffror och årtal. Lite lustigt att intervjun med min farfar gjordes 1950. Det är precis 67 år sedan. Intervjun med min far gjordes 1967, det blir 50 år sedan, alltså 17 år mellan intervjuerna och i år skriver vi 2017.
Lisbet Helmersson
Borrby Byalag